
Real Factory Work. Measured Results.
CASE STUDIES
Real examples of how operational weaknesses were exposed, fixed, and converted into measurable gains in efficiency, lead time, visibility, and control.
FEATURED CASE STUDY
Wide Product Range in Fluctuating Make-to-Order Production.
A mid-sized blind manufacturer with low-margin manual production was under pressure to increase profitability by cutting operational costs and achieving consistent on-time delivery.
The operation was considered to be performing reasonably well. However, issues such as flow blockages, line imbalance, skill constraints, and hidden inefficiency were difficult to recognize without deeper analysis, masking the true operational challenges.
Client Context
The Hidden Problem
What Became Clear
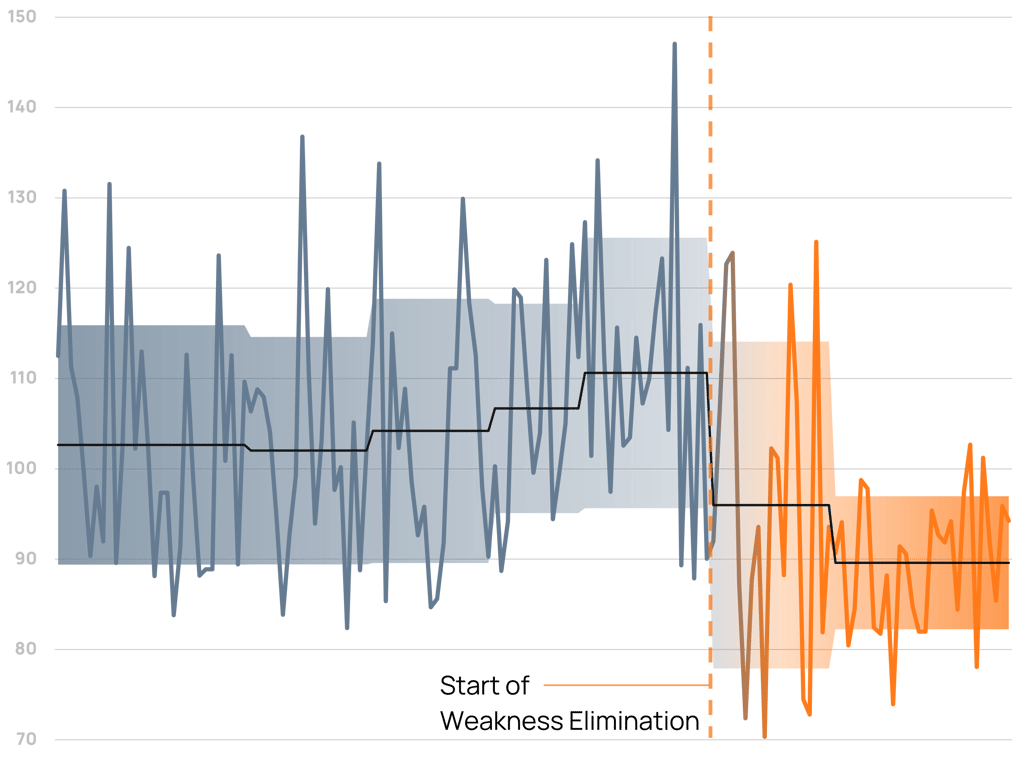
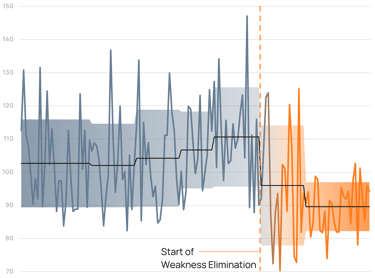
Operational diagnostics revealed inaccurate manufacturing process timings and significant output fluctuations across different manufacturing stages, leading to falsely reported efficiency and inefficient line balancing.



Manufacturing Minutes per Unit (daily averages)
Efficiency
Lead Time
Output Variation*
Annual Direct Labor Cost
+12%
-20%
-155k€
-45%
*Standard Deviation



THE METHOD
How the Improvement was built.
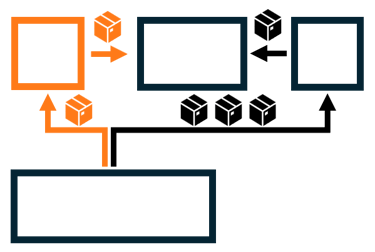
Immediate Control of Line Balance
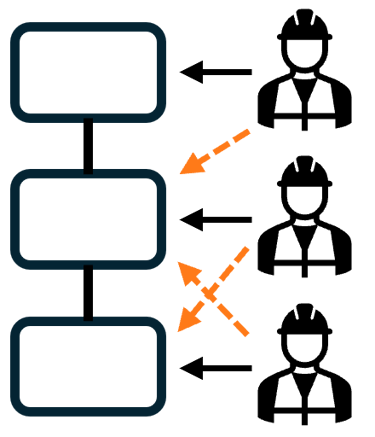
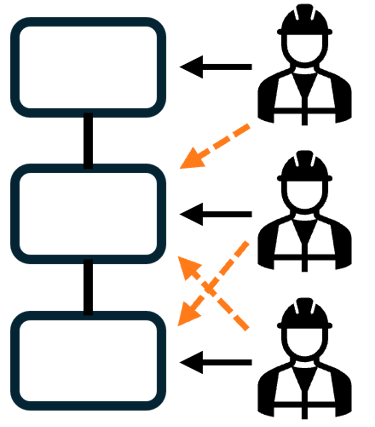
Cross-Training to Unlock Flexibility
Layout and Flow Changes
Quality Problems Fixed On The Spot
Implemented Excel-based tracking and daily whiteboard meetings with operators to monitor balance, create daily management habits around real performance, and force flow issues to become visible.
The first phase of analysis, using daily tracking and operator input, revealed that balance could not be achieved without more skill flexibility. Based on these findings, a cross-training strategy was developed, and immediate training began while production continued.
During balancing and cross-training, several layout changes were introduced, reducing the number of WIP racks on the line to improve movement, flow, visibility, and control.
Several quality issues, including rework and mismatches in quality standards, were identified during the work and eliminated immediately, reducing disruption and supporting throughput.
1
2
3
4


Why it Mattered
The client expected the key finding to be a small improvement opportunity in material waste management. The diagnostic exposed a much larger recoverable gap in labor efficiency, line balance, and daily output stability.


Business Impact
More predictable output, shorter delivery time, lower labor cost per unit, and the ability to absorb higher demand without increasing headcount.
Hidden weakness to measurable gain. Unlock performance that lasts.
Let’s build example that inspires others.